
Here is a Fanuc subprogram example which shows, how cnc machinists can make their cnc programs easier to write and maintain by useing sub-programming method.
CNC Sub Programs
Sub-programming is a way in which cnc machinists can call other cnc programs stored in cnc machines from their programs (called as main-programs).
Read article about How to do Fanuc Sub Programming.
This Sub-programming process makes it easier for cnc programmers/machinists to keep their cnc programs small by dividing programs into small pieces of repeatable useful code.
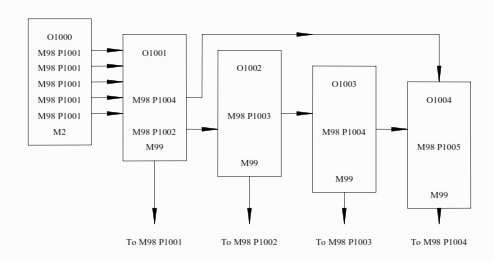
Fanuc Sub Programming
As the below cnc program example shows,
cnc machinist want to drill some holes and then he want to tap the same holes.
Example Without Fanuc Sub-Program Call
The simplest way to program can be read here G81 Drilling Cycle G84 Tapping Cycle CNC Program Example.
Example with Fanuc Sub-Program Call
Below is the same program example but this time we are using Sub-programming technique.
Fanuc Subprogram Example

Fanuc Subprogram Example
O1000 ; N1 T1 M6 ; N2 G0 G90 G40 G21 G17 G94 G80 ; N3 G54 X10 Y10 S? M3 ; N4 G43 Z100 H1 ; N5 Z5 ; N6 G81 R3 Z-20 F? M8 ; N7 M98 P1001 ; N8 G0 G90 Z100 N9 T2 M6 ; N10 G0 G90 G40 G21 G17 G94 G80 ; N11 G54 X10 Y10 S? M3 ; N12 G43 Z100 H1 ; N13 Z5 ; N14 G84 G99 G95 R3 Z-20 F1.25 M8 ; N15 M98 P1001 ; N16 G0 G90 Z100 ; N17 T0 M6 ; N18 M30 ;
Sub Program
O1001 ; N101 Y30 ; N102 Y50 ; N103 Y70 ; N104 X30 ; N105 X50 ; N106 X70 ; N107 X90 ; N108 Y50 ; N109 Y30 ; N110 Y10 ; N111 X70 ; N112 X50 ; N113 X30 ; N114 G80 ; N115 M99






