
Submit by: Machinist
Drawing/Image
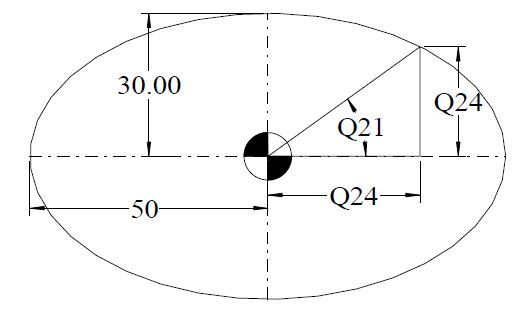
CNC Program
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X0 Y0 S? M3 G43 Z5 H? G1 Z-? F? #20 = 2 ; Incremental degree calculation #21 = 0 ; Start Angle #22 = 30 ; Y Axis Radius #23 = 50 ; X Axis Radius G41 X#23 D? ; Compensation motion to right side of internal pocket N10 #21 = [#21 + #20] ; Angular Count #24 = SIN[#21] ; Incremental Y axis calculation #25 = COS[#21] ; Incremental X axis calculation #24 = [#24*#22] ; Absolute Y calculation #25 = [#25*#23] ; Absolute X calculation X#25 Y#24 ; Movement in X & Y axis IF [#21 LT 360] GOTO 10 ; Restart if less than 360 degree motion IF [#21 GT 360] GOTO 20 ; If final angle becomes greater than 360 degrees recalculate IF [#21 EQ 360] GOTO 30 ; Finish if total angle is equal to 360 degree N20 #21 = 360 GOTO 10 N30 G40 X0 G0 G90 Z100 M30






