Submit by: Machinist
Drawing/Image
CNC Program
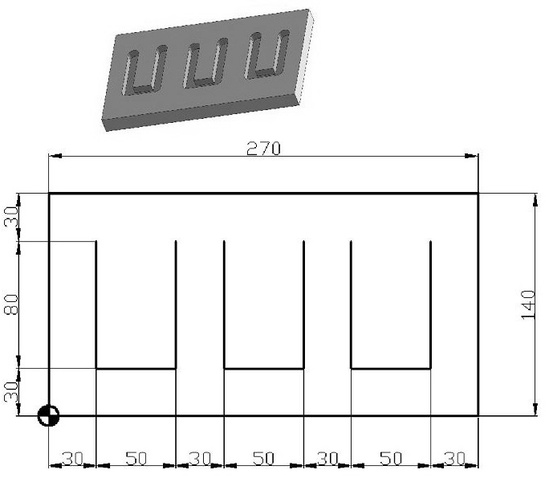
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99

Submit by: Machinist
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99

This cnc program example explains the use of G81 Drilling cycle but this time the tool is not positioned in the usual way (G90 absolute programming mode) but this time…

Here is a Fanuc subprogram example which shows, how cnc machinists can make their cnc programs easier to write and maintain by useing sub-programming method. CNC Sub Programs Sub-programming is…
Program that can be called repeatedly by the control section of another program.

As Haas subprogram commands M97 M98 are already briefly described with subprogram examples, read here Haas M97 Local Subprogram Call with CNC Program Example Haas M98 Subprogram Call with Basic…

CNC program example code to show how Fanuc G68 Coordinate rotation g-code can be used in a subprogram to take most benefit from it’s functionality. G68 Coordinate Rotation Example Main-program N5…
Selca G72 G73 Subprogram modal recall G72 Cancels subprogram modal recall (G73) G72 Cancels subprogram modal recall (G73) Programming G72 G73 Subprogram modal recall G73 Subprogram modal recall Programming G73…

Following is a cnc program exmaple code for cnc milling machine. This cnc example code illustrates the usage of CNC Absolute Programming G90 G-Code and Incremental Programming G91 G-Code, as…

Haas M98 Subprogram Call Haas M98 Sub Program Call code is used to call subroutines (subprograms). The subprogram must be in the program list, the subprogram must end with M99….

Heidenhain cnc control uses very easy way to reference Absolute and Incremental Coordinates. For Absolute Coordinates Axis are referenced as normal X = X axis Absolute Position (Coordinate) Y= Y…

CNC milling program to describe how two or more radii can be joint together in a cnc mill program. CNC Mill Subprogram Example CNC Part Program N10 T1 H1 M6…

Main Program: N5 G90 F0.2 S1200 T0101 M04 N10 G00 X40 Z0 N20 M98 P37000 (call subprog O7000 three times) N30 G01 W-30 N40 G28 U0 W0 N50 M05 M30…
G90 Absolute coordinate programming Programming G90 Enabled: until a G91 is programmed. G91 Incremental coordinate programming Programming G91 Enabled: until a G90 is programmed. Note: As an alternative, program the I…

A very simple cnc programming example which shows how a contour can be repeated multiple times with the added benefit of pecking. So like peck drilling this time cnc machinists…

Hust CNC simple basic G-code program example, which shows the difference between G90 Absolute Coordinate & G91 Incremental Coordinate. This tutorial also applies on most Fanuc cnc controls as well….

This CNC mill programming exercise will give you more idea to understand drawing and how to find exact coordinate of each drawing point. Completely based on G91 Incremental Dimensioning System,…

A very basic cnc mill programming exercise for cnc machinists. This cnc example code shows the use of G90 Absolute Programming G91 Incremental Programming CNC Mill Programming Exercise G90 Absolute…
Siemens Sinumerik REPOSition stands for reposition. REPOSition is an operating mode of the numerical control. If a tool breaks, or for whatever reason the operator must interrupt program execution and job…
Selca G880 Profile end in copying mode 11 Programming G880 The profile to be copied shall be programmed between a G881 and a G880 code.
Selca G877 Limits, mode and copying plane Programming G877 PLANE K… J… Parameters Parameter Description PLANE plane on which the polygon defining the copying area limits lies (XY or YZ…
Selca G30 G31 Continuous motion mode with automatic feed adjustment G30 Cancels G31 G30 Cancels G31 and re-establishes deceleration at block end Programming G30 Enabled: until aG31 is programmed. G31…