
Contents
Okuma G75 C-chamfering
Okuma G75 G Code is used to chamfer a sharp edge.
- G75 is effective only in the G01 mode.
- G75 is non-modal and active only in the commanded block.
Okuma G75 Programming
G75 X Z L
Parameters
| Parameter | Description |
|---|---|
| X, Z | Intersection point coordinates. |
| L | Size of chamfered face. The sign is determined by the direction of axis movement; “+” when the Z-axis (X-axis) moves in the positive direction after X-axis (Z-axis) motion. “-” when the Z-axis (X-axis) moves in the negative direction after X-axis (Z-axis) motion. |
Okuma G75 Example Program
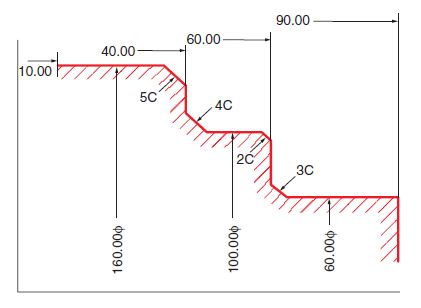
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Automatic Any-Angle Chamfering
If chamfering is required on edges having an angle other than 90°, Automatic chamfering function can be used to program chamfering easily.
Example Program
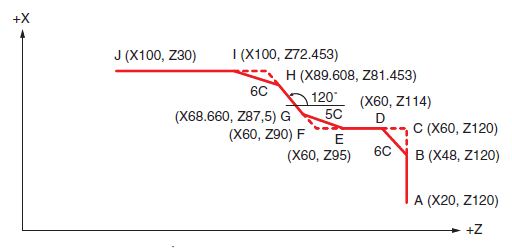
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :















