
Haas G00 Rapid Motion Positioning – Haas Lathe
G00 G code is used to move the machines axis at the maximum speed. G00 is primarily used to quickly position the machine to a given point before each feed (cutting) command (All moves are done at full rapid speed).
Programming
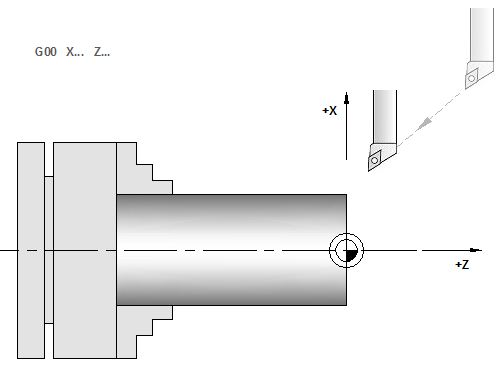
G00 X... Y... Z... U... W... C... B...
Parameters
| Parameter | Description |
|---|---|
| X… Y… Z… U… W… C… B… | Haas lathe axis |
G-Code Data
| Modal/Non-Modal | G-Code Group |
|---|---|
| Modal | 01 |
G00 G code is modal, so a block with G00 causes all following blocks to be rapid motion until another Group 01 code is specified.
Sequence of operations
Programming note: Generally, rapid motion will not be in a straight line. Each axis specified is moved at the same speed, but all axes will not necessarily complete their motions at the same time. The machine will wait until all motions are complete before starting the next command.
Programming Examples
G00 Z1. X2.85
G00 G41 X1.5 Z-2.125
G00 B-19.(Position secondary spindle in position for machining)
G00 C90. (ROTATE C AXIS TO 90 DEGREES)
M154 (Engage C-axis) G00 G54 X6. C0. Y0. Z1. G00 X3.25 Z0.25 G00 Z-0.75 G97 P1500 M133
G00 G53 X0 M09
% O0010 (MACRO G74) G50 S2000 G97 S1000 M03 T100 G00 T101 #24 = 1.3 (X MINOR DIAMETER) #26 = 0.14 (Z DEPTH) #23 = 0.275 (X GROOVE WIDTH) #20 = 0.125 (TOOL WIDTH) #22 = -0.95 (Z START POSITION) #6 = -1. (ACTUAL Z FACE) #9 = 0.003 (FEED RATE IPR) G00 X [ #24 + [ #23 * 2 ] - [ 20 * 2 ] ] Z#126 G74 U - [ [#23 - #20 ] * 2 ] W - [ #26 + ABS [ #6 - #22 ] ] K [ #20 * 0.75 ] I [ #20 * 0.9 ] F#9 G00 X0 Z0 T100 M30 %













