
Selca G85 Reaming fixed cycle
Programming
G85 [X... Y...] Z... I... [Q...] [K...] [F...] [D8=...] [D9=1]
Parameters
| Parameter | Description |
|---|---|
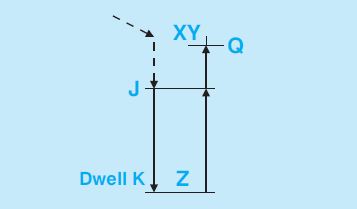
| X,Y | hole coordinates. |
| Z | hole bottom plane. |
| J | hole starting plane. |
| Q | clearance plane for tool retraction at feed rate with spindle ON. |
| K | dwell time at the bottom of the hole (in tenths of a second). |
| F | feed rate. |
| D8= | multiplication coefficient of the rise speed (D8=1 by default). |
| D9=1 | never mind where the machine is, the cycle is execute in XY position, without to programming XY (D9=0 by default). |
Enabled: until a new fixed cycle or a G80 is programmed.
