
Contents
Fanuc G73 High Speed Peck Drilling Cycle
Fanuc G73 High Speed Peck Drilling cycle performs high–speed peck drilling. It performs intermittent cutting feed to the bottom of a hole while removing chips from the hole. 
Fanuc G73 High Speed Peck Drilling Cycle is also called Fanuc G73 Chip Break Drilling Cycle. Fanuc G73 High Speed Peck Drilling Cycle is used on Fanuc control with CNC Milling machines.
Programming
G73 X Y Z R Q F K
G73 is a modal G codes so remain in effect until canceled.
Parameters
| Parameter | Description |
|---|---|
| X Y | Hole position data |
| Z | Z-depth (feed to Z-depth starting from R plane) |
| R | The distance from the initial level to point R level (Position of the R plane) |
| Q | Depth of cut for each cutting feed (depth of each peck) |
| F | Cutting feedrate |
| K | Number of repeats (if required) |
Cycle Operation
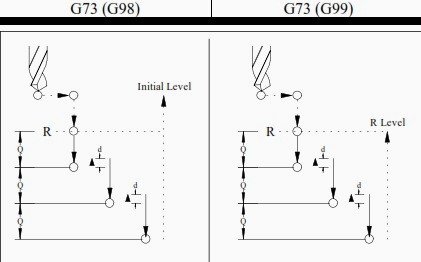
The tool dips into the workpiece for the infeed Q, drives back (retraction) 1mm to break chips, dips in again, until end depth is reached, then retracts with rapid feed. Retraction Retraction amount can be set in parameter 5114
G98 G99
When G98 is active, the Z-axis will return to the start position (initial plane) when it completes a single operation. When G99 is active, the Z-axis will be returned to the R point (plane) when the canned cycle completes a single hole. Then the machine will go to the next hole. Generally, G99 is used for the first drilling operation and G98 is used for the last drilling operation
Cancel G73
To cancel Fanuc G73 canned cycle, use G80 or a group 01 G code. Group 01 G codes G00 : Positioning (rapid traverse) G01 : Linear interpolation G02 : Circular interpolation or helical interpolation (CW) G03 : Circular interpolation or helical interpolation (CCW)
Example Program
The following Fanuc G73 Chip Break Drilling Cycle example code shows how to use G73 drilling cycle and how to use G98 and G99 G-code with G73 cycle.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5


















