5nd part of Circular Interpolation Concepts & Programming series, this article explains Use of
- G90 Absolute Programming
- G91 Incremental Programming
with cnc program examples code explaining both G90/G91
Read Other Parts of this Article
- Circular Interpolation Concepts & Programming Part 1 (Concepts)
- Circular Interpolation Concepts & Programming Part 2 (Use of R)
- Circular Interpolation Concepts & Programming Part 3 (Use of I J K)
- Circular Interpolation Concepts & Programming Part 4 (Unknown R)
- Circular Interpolation Concepts & Programming Part 5 (Examples)
- Circular Interpolation Concepts & Programming Part 6 (Uses & Exercises)
Circular Interpolation using G90 and G91
- G90 X ____ Y____ defines the arc end point in the work co-ordinate system.
- G91 X_____ Y____ defines the signed distance of the arc end point from the arc start point
- I____ J____ defines the signed distance of the arc start point from the center point of the arc
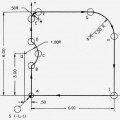
For example: see the following picture.

Circular Interpolation using G90 and G91
Example CNC Programs
| CNC Program with G90 | CNC Program with G91 |
G41 G90 G01 X0 Y20 G02 X10 Y30 I10 J0 G01 X20 Y30 G01 X20 Y40 G02 X30 Y50 I10 J0 G01 X45 Y50 G02 X50 Y45 I0 J-5 G01 X50 Y5 G02 X40 Y0 I-13.59 J14.68 G01 X0 Y0 |
G41 G91 G01 X0 Y20 G02 X10 Y10 I10 J0 G01 X10 Y0 G01 X0 Y10 G02 X10 Y10 I10 J0 G01 X15 Y0 G02 X5 Y-5 I0 J-5 G01 X0 Y-40 G02 X-10 Y-5 I-13.59 J14.68 G01 X-40 Y0 |
Circular interpolation is quite a bit more demanding on your machine as two axes have to be precisely coordinated. Drawing a complete circle involves not just coordinated motion but reversal of direction at each of the 4 quadrant points. These would be the points corresponding to 0, 90, 180, and 270 degrees.
Read Other Parts of this Article
- Circular Interpolation Concepts & Programming Part 1 (Concepts)
- Circular Interpolation Concepts & Programming Part 2 (Use of R)
- Circular Interpolation Concepts & Programming Part 3 (Use of I J K)
- Circular Interpolation Concepts & Programming Part 4 (Unknown R)
- Circular Interpolation Concepts & Programming Part 5 (Examples)
- Circular Interpolation Concepts & Programming Part 6 (Uses & Exercises)