ECS G84 Tapping
This cycle is used to tap when the Milling Machine spindle is not equipped with of a position transducer. In this case it is suggested also to use a tap with a mechanical compensator . It is also necessary to verify that:
Programmed Feed [mm/min] = Programmed Speed [rpm] * Tap Pitch [mm]
Note: The return movement between ENT and RAP is done at working feed reversing the spindle sense of rotation.
The cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence:
![]()
Programming
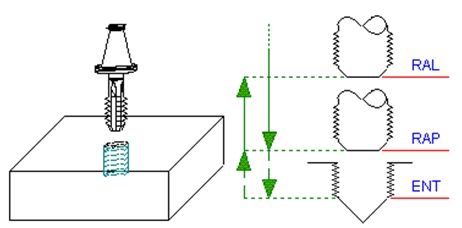
G84 <ENT=..> <RAP=..> <RAL=..>
Parameters
| Parameter | Description |
|---|---|
| ENT | Depth quote reached at working feed |
| RAP | Quote reached in rapid at the beginning of cycle |
| RAL | Return Quote reached at rapid |