G84 Tapping Cycle
G84 Tapping Cycle

ContentsG74 Reverse Tapping CycleProgrammingParametersOperationFeed CalculationCancel G74 G74 Reverse Tapping Cycle Called with many names like G74 Left-hand tapping cycle, G74 Reverse tapping cycle, G74 Counter tapping cycle etc. But works…

G84 tap cycle is one of the mostly used function of CNC machining centers. This G84 tapping cycle example program illustrates the use of tapping in an easy to understand…

CNC program which shows the use of G81 Drilling Cycle G84 Tapping Cycle. As G81 drilling cycle has already been briefly explained here G81 Drilling Canned Cycle – CNC Mill…
ContentsFanuc G74 Left-hand Peck Tapping CycleProgrammingParametersExample Fanuc G74 Left-hand Peck Tapping Cycle Fanuc G74 is used for left-hand tapping on cnc mill. Tapping with Fanuc G74 tapping cycle is performed…

Tapping a deep hole in rigid tapping mode may be difficult due to chips sticking to the tool (tap) or increased cutting resistance. To make such deep hole tapping operations…

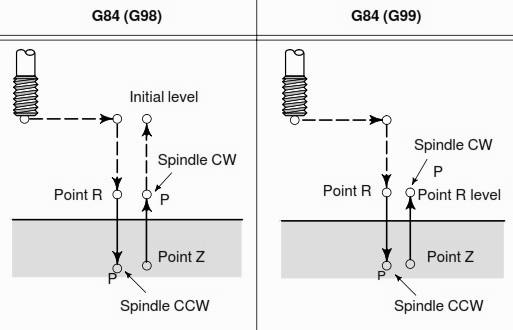
G84 tapping cycle performs tapping operation, tapping is performed by rotating the spindle clockwise, when bottom of the hole has been reached, the spindle is rotated in the reverse direction for…

Haas CNC machining centers allows to repeat rigid tapping operation with accuracy. So the standard G84 tapping cycle can be used for repeat tapping the same hole or multiple holes….
Selca G84 Tapping fixed cycle ContentsProgrammingParameters Programming G84 [X… Y…] Z… J… F… [I…] [Q…] [K…] [D8…] [D9=1] Parameters Parameter Description X,Y hole coordinates. Z hole bottom plane. J hole…

ContentsECS G84 TappingProgrammingParameters ECS G84 Tapping This cycle is used to tap when the Milling Machine spindle is not equipped with of a position transducer. In this case it is…

ContentsOkuma G74 Reverse Tapping CycleProgrammingParametersMachining SequenceDetails Okuma G74 Reverse Tapping Cycle G74 Reverse Tapping Cycle Programming G74 X__Y__Z__R__P__Q__F__ Parameters Parameter Description X,Y Coordinate values of hole position Z Hole bottom…

ContentsSinumerik CYCLE84 Rigid Tapping CycleProgrammingParameters Sinumerik CYCLE84 Rigid Tapping Cycle CYCLE84 produces tapped holes without using a floating tapholder. CYCLE84 can be applied only if the spindle designated for drilling is capable…

0 BEGIN PGM 10116C MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+100 Y+50 Z+20 3 TOOL DEF 2 4 TOOL CALL 2 Z S100…

ContentsSinumerik CYCLE840 Tapping with Floating TapholderProgrammingParameters Sinumerik CYCLE840 Tapping with Floating Tapholder With Sinumerik CYCLE840 cycle, tapped holes can be produced with floating tapholder without encoder with encoder. For tapping…

0 BEGIN PGM 10116D MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 2 BLK FORM 0.2 X+100 Y+50 Z+20 3 TOOL DEF 2 4 TOOL CALL 2 Z S100…

If your cnc machine spindle is equipped with pulse generator then you can do rigid tapping with Sinumerik G331 Rigid Tapping G-code. Sinumerik G331 G332 Rigid Tapping G-code are explanation Rigid…

ContentsCNC Rigid TappingRigid Tapping on Sinumerik 840D/810D with G331/G332ProgrammingG331 TappingG332 Tapping with Retraction. CNC Rigid Tapping Most CNC machine tools now offer rigid tapping capability as a standard feature. During…
Selca G794 Circumference pattern tapping supercycle ContentsProgrammingParameters Programming G794 X… Y… Z… J… F… [Q…] [K…] [I…] D1=… D2=… [D3=…] [D4=…] [D5=…] [D8=…] Parameters Parameter Description X, Y, D1, D2,…
Selca G784 Grid pattern tapping supercycle ContentsProgrammingParameters Programming G784 X… Y… Z… J… F… [Q…] [K…] [I…] D1=… D2=… [D3=…] [D4=…] [D5=…] [D6=…] [D8=…] Parameters Parameter Description X, Y, D1,…

The Drilling Calculator App from Sandvik Coromant is designed to support engineers, programmers and machinists when working with drilling and tapping tools. This app will help machinists calculate optimal cut settings based…

G85 boring cycle is used to bore a hole. ContentsSyntaxUsageWorkingG98 G99 ModesRepeat Drilling Syntax G85 X… Y… Z… R… F… K… Parameter Description X Hole position in x-axis. Y Hole…