Cutter Radius Compensation Example program shows how G41, G40 can be used in a cnc mill program.
Cutter Compensation code used in this program are,
- G41 Cutter Radius Compensation Left
- G40 Cutter Radius Compensation Cancel
Cutter Radius Compensation Example
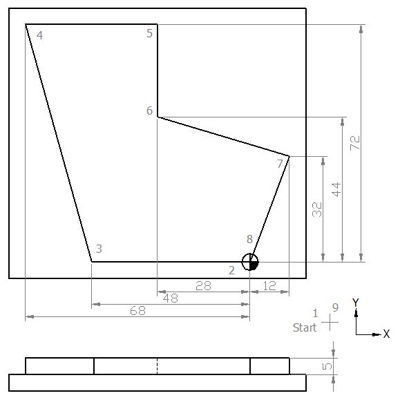
G41 G40 Cutter Radius Compensation Example
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
Finished Part
After machining process completion, component will look like
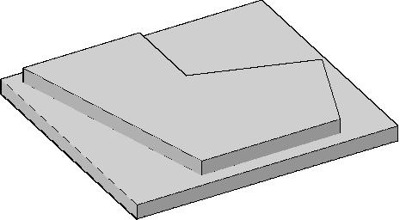
Cutter Radius Compensation Example Finished Part
Explanation of CNC G-Code
G00 : Rapid traverse.
G54 : Zero Offset no. 1.
G64 : Continuous-path mode.
G90 : Absolute dimensioning system.
G17 : X-Y plan selection.
G41 : Cutter radius compensation activation (left hand side movement)
G40 : Cutter radius compensation de-active
S : Spindle speed
F : Axis motion feed
M : Cutter rotation (3=clockwise, 4=anti-clockwise)
D : Tool offset no













